
FDM vs. SLA in 2019:
Compare the Two Most Popular Types of 3D Printers
Fused deposition modeling (FDM) and stereolithography (SLA) are the two most popular types of 3D printers on the market. Both techniques have been adapted and refined for the desktop, making them more affordable, easier to use, and more capable. We take a closer look at FDM and SLA 3D printers, and how they compare in terms of print quality, materials, applications, workflow, speed, costs, and more to help you decide which technique is ideal for your business.
What is Fused Deposition Modeling (FDM) 3D Printing?
Fused deposition modeling is the most widely used form of 3D printing at the consumer level. FDM works by extruding thermoplastics, such as ABS, PLA, through a heated nozzle, melting the material and applying the plastic layer by layer to a build platform. Each layer is laid down one at a time until the part is complete.
These types of 3D printers are well-suited for basic proof-of-concept models, as well as quick and low-cost prototyping of simple parts, such as parts that might typically be machined.
How FDM 3D printing works (source: PADT)
How SLA 3D printing works (source: PADT)
What is Stereolithography (SLA) 3D Printing?
Stereolithography was the world’s first 3D printing technology, invented in the 1980s, and is still one of the most popular technologies for professionals. SLA uses a laser to cure liquid resin into hardened plastic in a process called photopolymerization.
SLA 3D printers have become vastly popular for their ability to produce high-accuracy, isotropic, and watertight prototypes and parts in a range of advanced materials with fine features and smooth surface finish. SLA resin formulations offer a wide range of optical, mechanical, and thermal properties to match those of standard, engineering, and industrial thermoplastics.
SLA is a great option for highly detailed prototypes requiring tight tolerances and smooth surfaces, such as molds, patterns, and functional parts. SLA is widely used in a range of industries from engineering and product design to manufacturing, dentistry, jewelry, model making, and education.
Comparing FDM and SLA 3D Printing Technologies
Print Quality and Precision
When 3D printing processes produce parts layer by layer, each layer also introduces an opportunity for inaccuracy. The process by which layers are formed affects the surface quality, level of precision, and the accuracy of each layer, and consequently, the overall print quality.
FDM 3D printers form layers by depositing lines of molten plastic. With this process, the resolution of the part is defined by the size of the extruder nozzle and there are voids in between the rounded lines as the nozzle deposits them. As a result, layers may not fully adhere to one another, layers are generally clearly visible on the surface, and the process lacks the ability to reproduce intricate details that other technologies can offer.
In SLA 3D printing, liquid resin is cured by a highly-precise laser to form each layer, which can achieve much finer details and is more reliable to repeatedly achieve high-quality results. As a result, SLA 3D printing is known for its fine features, smooth surface finish, ultimate part precision, and accuracy.

The use of light instead of heat for printing is another way SLA machines guarantee reliability. By printing parts at close to room temperature, they don't suffer from thermal expansion and contraction artifacts, which can happen during the FDM printing process.
While FDM produces a mechanical bond between layers, SLA 3D printers create chemical bonds by cross-linking photopolymers across layers, resulting in fully dense parts that are water and airtight.
These bonds provide high degrees of lateral strength, resulting in isotropic parts, meaning that the strength of the parts does not change with orientation. This makes SLA especially ideal for engineering and manufacturing applications where material properties matter.
Materials and Applications
FDM 3D printers work with a range of standard thermoplastics, such as ABS, PLA, and their various blends. The popularity of FDM in the hobbyist space has led to an abundance of color options. Various experimental filaments blends also exist to create parts with wood- or metal-like surface.
Engineering materials, such as Nylon, PETG, PA, or TPU and high-performance thermoplastics like PEEK or PEI are also available, but often limited to selected professional FDM printers that support them.
SLA resins have the benefit of a wide range of formulation configurations: materials can be soft or hard, heavily filled with materials like glass and ceramic, or imbued with mechanical properties like high heat deflection temperature or impact resistance. Various resin formulations offer a wide range of optical, mechanical, and thermal properties to match those of standard, engineering, and industrial thermoplastics.


In some cases, it’s this combination of versatility and functionality that leads to companies to initially bring SLA in-house. After finding one application solved by a specific functional material, it’s usually not long before more possibilities are uncovered, and the printer becomes a tool for leveraging the diverse capabilities of various materials. Some material properties that are unique to SLA include:






Workflow and Ease of Use
The workflow for both FDM and SLA 3D printing consists of three steps: designing, 3D printing, and post-processing.
First, use any CAD software or 3D scan data to design a model, and export it in a 3D printable file format (STL or OBJ). 3D printers then require software to specify printing settings and slice the digital model into layers for printing.
Low-cost FDM or SLA 3D printers often require many hours of tweaking and experimenting to dial-in the correct print settings. Still, the results might change with each new design or material and the chance of failed prints remains high. This not only delays projects, but can also lead to messy failures that require a lengthy cleanup process.
Professional SLA 3D printers, like the Form 3, and some other professional FDM printers come with their own proprietary software and predefined settings for each material that have been thoroughly tested to ensure the highest print success rate.
Once the printing process begins, most 3D printers can run unattended, even overnight, until the print is complete. Advanced SLA 3D printers like the Form 3 offer a cartridge system that refills the material automatically.
The final step of the workflow is post-processing. SLA parts require rinsing in isopropyl alcohol (IPA) or alternative solvents to remove any uncured resin from their surface. Using the standard workflow, this involves first removing parts from the build platform, then manually soaking them in a bath of solvent to clean off excess resin.


Professional solutions such as the Form Wash automate this process. Parts can be transferred directly from the printer to Form Wash, which agitates the solvent around the parts to clean them and automatically raises parts out of alcohol bath when the process is finished.
After rinsed parts dry, some SLA materials require post-curing, a process which helps parts to reach their highest possible strength and stability.
The FDM process has the benefit that it doesn’t require cleaning; unsupported finished parts are ready for use or further post-processing once the printing process is complete.
Both FDM and SLA processes use support structures to facilitate 3D printing more complex designs and their removal represents the last step in post-processing. Supports on FDM parts need to be manually torn away or dissolved in water, depending on the support material.
Support removal for SLA parts requires cutting away the support structures and lightly sanding the parts to remove support marks. Formlabs’ Low Force Stereolithography (LFS)™ technology offer light-touch supports, which allow an entire object to be torn away from its support base in seconds, leaving minimal markings and reducing time spent post-processing.
When further post-processing is required, both FDM and SLA parts can be machined, primed, painted, and assembled for specific applications or finishes. FDM parts, however, require additional sanding before priming or painting and need higher infill levels to be machined or bored.
Costs and Return on Investment
One of the main selling points for FDM printers is the low machine cost. With entry-level printers available for only a few hundred dollars, hobbyists and small businesses can try FDM to see if 3D printing is something worth adding to their toolset. For those unsure of where to start, the low price of an entry-level FDM machine is often persuasive enough to justify a purchase. However, these low-cost FDM solutions can be unreliable and often require an expert to keep running in the long term.
Professional desktop FDM printers are easier to use and more tailored to businesses, with prices ranging from CHF 2'000- CHF 8'000. These 3D printers generally provide better reliability, higher print quality, and larger build volumes. While these machines are suitable for producing functional parts, competition at this price point is fierce, as SLA machines offer a wider range of applications and better quality prints.
SLA 3D printers start around CHF 3'000 with Formlabs offering the only accessible large SLA 3D printer solution just below CHF 10'000.
In terms of materials, FDM filaments are also relatively low-cost compared to materials for other 3D printing techniques. Standard ABS, PLA, and their various blends generally start around CHF 50/kg, while specialized filaments for engineering applications can be CHF 100-150/kg. Soluble support materials for compatible FDM 3D printers sell for CHF 100-200/kg. In comparison, most standard and engineering resins for SLA 3D printers cost CHF 149 - CHF 200/L.
Labor costs are the final—often forgotten—part of the equation. For simple designs that require no supports to print, FDM requires almost no post-processing. Supported FDM prints and parts that require a high-quality finish, however, require lengthy manual post-processing.
SLA parts require washing and, depending on the material, also post-curing, but both of these processes can be mostly automated with accessories to minimize labor time. Supported SLA prints only require a bit of sanding to remove support marks and achieve a high-quality finish.
Printing Speed
FDM machines can print with thicker layers and generally use a lower infill which results in fast 3D prints. FDM also has fewer post-processing steps for simple parts. Depending on the project, this means that prints are ready to use soon after they have finished. This is ideal for applications like rapid prototyping, where it allows users to quickly evaluate success and move on to another print or project.
But FDM’s speed advantage is now diminishing with the introduction of faster SLA printing materials such as Draft Resin, which prints up to 40% faster than FDM 3D printers. With a 300-micron layer height, Draft Resin is accurate enough to meet prototyping needs while enabling faster design iterations. Models that take up the entire build volume of an SLA printer can take up to 20 hours to print in standard materials and may require printing overnight. Printing the same part at 300-micron layers with Draft Resin takes less than six hours.
Printing speed for FDM and SLA becomes comparable when printing at similar layer heights. But note, that a part printed at 100-micron layers on an FDM printer looks vastly different from a part printed at 100-micron layers on an SLA printer, because of the way the layers are built. Achieving comparable quality with FDM parts will require lower layers height —thus two to four times longer printing time— or significant and time-consuming post-processing to improve surface finish.
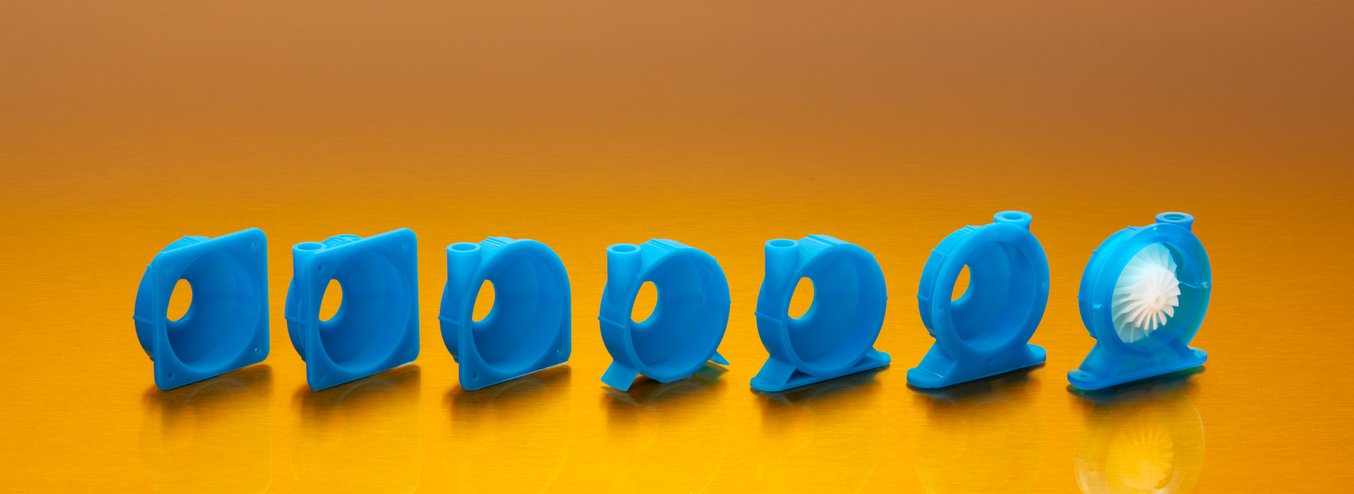
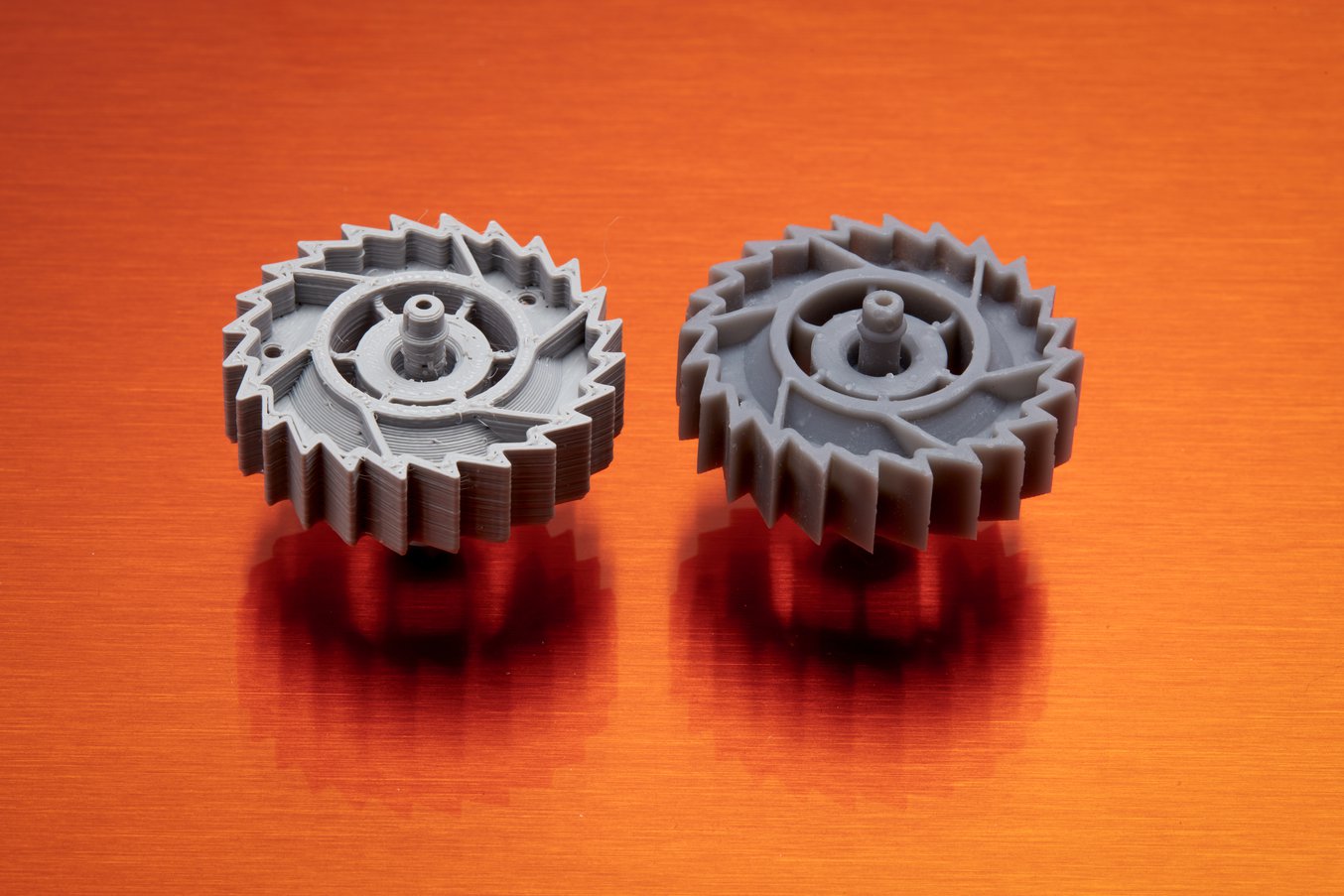
These are six different prototypes of a pump housing, printed in Draft Resin. It takes 3 hours and 7 minutes to print one of these parts in Standard Resin vs. 47 minutes with Draft Resin. The final model was printed in Tough and Rigid Resin.
Build Volume
One area where FDM traditionally reigned used to be build volume. Due to the differences in technology, developing larger FDM machines is less complex. There are numerous larger FDM solutions on the market for applications that require 3D printing bigger parts.
The inverted SLA process behind desktop SLA printers reduces footprint and cost, but heightened peel forces introduce limitations around materials and build volume, and larger parts require sturdy support structures to print successfully.
With the introduction of the Low Force Stereolithography (LFS) print process that powers the Form 3 and Form 3L, Formlabs has completely re-engineered our approach to resin-based 3D printing to drastically reduce the forces exerted on parts during the print process. Uniform linear illumination and the low forces from the flexible tank mean Low Force Stereolithography technology can seamlessly scale up to a larger print area built around the same powerful print engine.
The first affordable large format resin printer, the Form 3L delivers large parts fast, using two staggered light processing units (LPUs) that work simultaneously along an optimized print path. Delivering a build volume five times larger than current SLA printers, the Form 3L removes size restrictions that sometimes hinder workflows on smaller desktop devices, while maintaining a competitive price point.
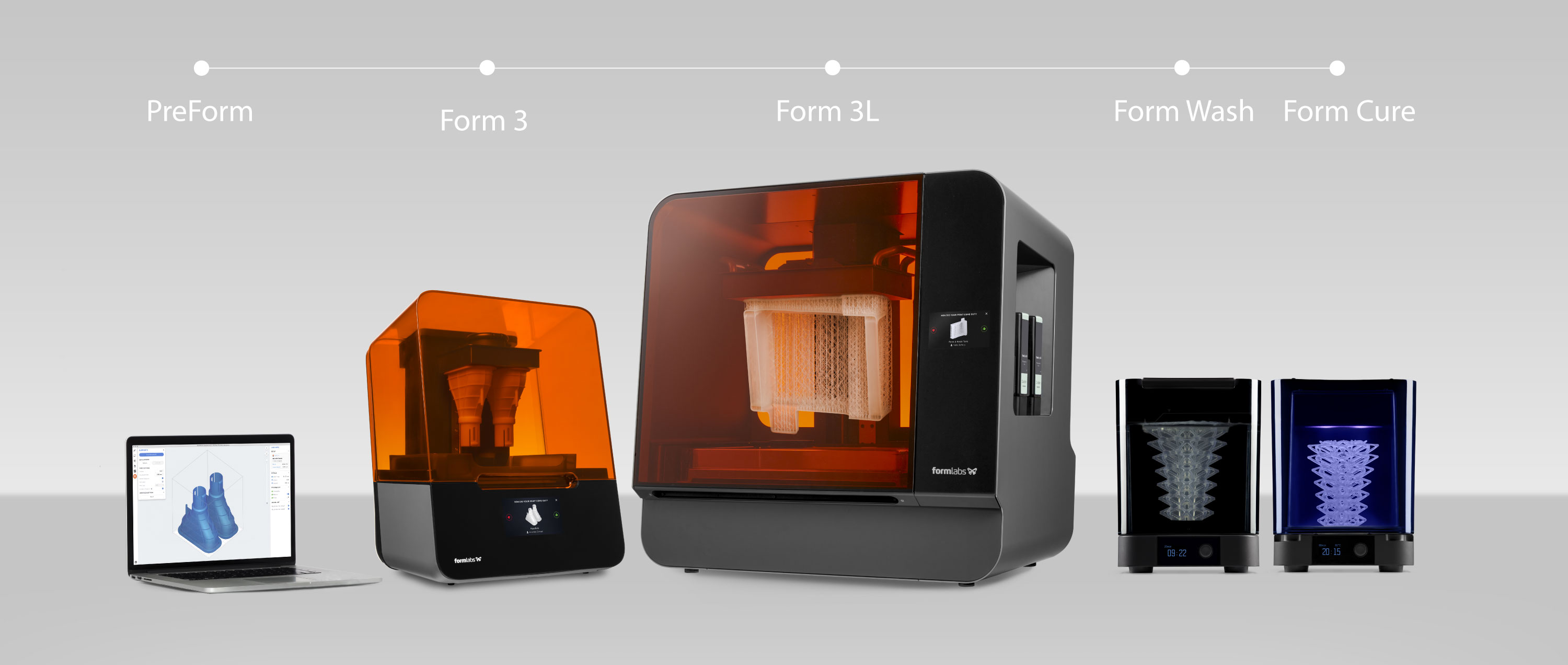
The Form 3 and Form 3L ecosystem.
Build Volume
One area where FDM traditionally reigned used to be build volume. Due to the differences in technology, developing larger FDM machines is less complex. There are numerous larger FDM solutions on the market for applications that require 3D printing bigger parts.
The inverted SLA process behind desktop SLA printers reduces footprint and cost, but heightened peel forces introduce limitations around materials and build volume, and larger parts require sturdy support structures to print successfully.
With the introduction of the Low Force Stereolithography (LFS) print process that powers the Form 3 and Form 3L, Formlabs has completely re-engineered our approach to resin-based 3D printing to drastically reduce the forces exerted on parts during the print process. Uniform linear illumination and the low forces from the flexible tank mean Low Force Stereolithography technology can seamlessly scale up to a larger print area built around the same powerful print engine.
The first affordable large format resin printer, the Form 3L delivers large parts fast, using two staggered light processing units (LPUs) that work simultaneously along an optimized print path. Delivering a build volume five times larger than current SLA printers, the Form 3L removes size restrictions that sometimes hinder workflows on smaller desktop devices, while maintaining a competitive price point.
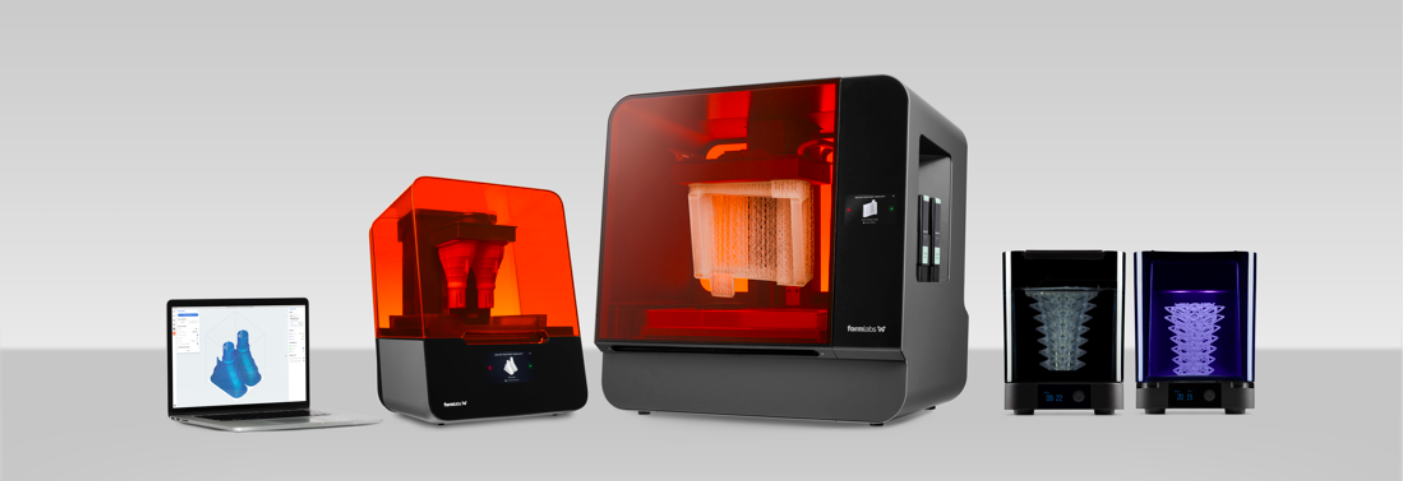
The Form 3 and Form 3L ecosystem.
FDM vs. SLA Side by Side Comparison
Each 3D printing technology has its own strengths, weaknesses, and requirements, and is suitable for different applications and businesses. The following table summarizes some key characteristics and considerations.

Using FDM and SLA 3D Printers Together
After comparing the two technologies, we can conclude that FDM and SLA printers both have similar, often complementary features. But the two types of 3D printers are not always competing; many businesses use both as FDM and SLS machines alongside one another. This can mean the best of both worlds: low-cost rapid prototyping coupled with high quality, functional parts for a wider range of applications.
A few practical examples:
- In product development, FDM parts, or SLA printing with Draft Resin are both ideal for basic proof of concept models and rapid iterations. As a project moves forward in the development, SLA 3D printing is ideal for detailed concept models or functional prototypes might require better quality and materials with different properties.
- Both FDM and SLA 3D printing are commonly used in manufacturing to create jigs, fixtures, and other tooling. FDM is better for large, simple parts, while SLA is a better solution for complex jigs, highly accurate tooling, and molds.
- The education industry has seen success in deploying both FDM and SLA machines. Many education institutions start with FDM printing as its low cost is ideal for students who need quick drafts and some hands-on experience with the technology. SLA is the preferred choice for many technical schools, universities, research institutes, and in dental and jewelry education due to the higher quality and wider range of applications.

The sample of use SLA 3D printers for most engineering and manufacturing applications and industrial FDM printers for larger parts.